

In uno scenario competitivo come quello attuale, l’efficacia e l’affidabilità degli impianti produttivi rappresentano un fattore competitivo fondamentale.
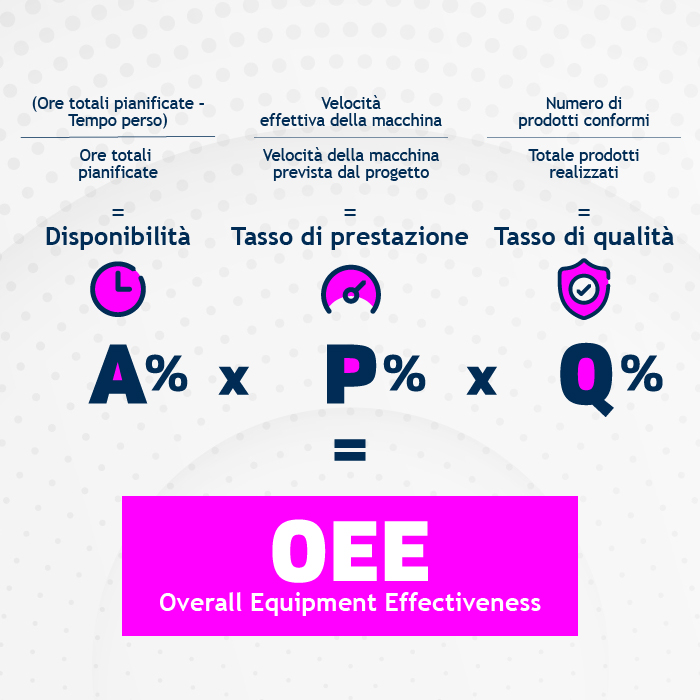
L’indice che misura questo fattore competitivo si chiama O.E.E. (Overall Equipment Effectiveness) ed è un numero che si compone valutando l’aderenza delle performance degli impianti alle attese di progetto.
 L’introduzione delle pratiche di manutenzione predittiva può incrementare l’OEE dei tuoi impianti fino al 30%.
L’introduzione delle pratiche di manutenzione predittiva può incrementare l’OEE dei tuoi impianti fino al 30%.
WIBES è la piattaforma integrate creata da Digital Media Industries che trasforma le metodologie della manutenzione predittiva in un sistema completo, affidabile, semplice da utilizzare e che consente di rendere “intelligenti” anche gli impianti che non sono dotati di sensori o dispositivi di rilevamento dei dati.
Per scoprire WIBES e la manutenzione predittiva, prosegui la lettura.
L’espressione “manutenzione” viene formalmente definita dall’OCSE nel 1963 come:
“quella funzione aziendale alla quale sono demandati il controllo costante degli impianti e l'insieme dei lavori di riparazione e revisione necessari ad assicurare il funzionamento regolare e il buono stato di conservazione degli impianti produttivi, dei servizi e delle attrezzature di stabilimento.”
Il concetto si è evoluto nel tempo dando luogo, tra l’altro, a numerose metodologie e norme UNI.
In generale si può identificare un processo evolutivo nella cultura della manutenzione nei due passaggi riportati qui sotto.
PRIMA
DOPO
La manutenzione oggi è soprattutto un’attività programmata e la sua programmazione prende avvio dalle cosiddette “politiche di manutenzione”.
Le normative UNI 9910 (Terminologia sulla fidatezza e qualità del servizio) e UNI 10147 (“Manutenzione Terminologia”) identificano alcune politiche di manutenzione.
1. MANUTENZIONE CORRETTIVA (o “a guasto”)
2. MANUTENZIONE PREVENTIVA
3. MANUTENZIONE MIGLIORATIVA
1. MANUTENZIONE CORRETTIVA
Ovvero la manutenzione eseguita a seguito della rilevazione di una avaria ed è volta a riportare un’entità nello stato in cui essa possa eseguire la propria funzione.
Complice l’avanzamento tecnologico e la diffusione delle nuove tecnologie ed il conseguente incremento della complessità di macchine e sistemi di controllo, in molti settori è nata la necessità di classificare le avarie per meglio stabilire le politiche di intervento.
Quando le infrastrutture produttive vengono gestite da società di manutenzione specializzate o quando le infrastrutture stesse sono messe a disposizione di una committente con un contratto di servizio, si stabiliscono delle specifiche modalità di intervento e risoluzione degli eventuali guasti per contratto, proprio in funzione delle tipologie di errore.
Queste clausole vengono denominate “Service Level Agreement”.
Non di rado, specie quando si tratta di sistemi informativi, si trovano in uso modelli formalizzati simili a quello seguente.
Un esempio di modello di classificazione dei guasti
Un “guasto” si definisce come lo stato di una entità che si comporta in modo differente da quanto definito dalle sue specifiche funzionali.
È opportuno tenere ben presente che non è realmente possibile definire o identificare uno stato di “guasto” senza che siano ben chiare le specifiche funzionali.
E' chiaro che non è possibile definire che un comportamento di una entità sia “errato” se non sono note e ben definite le caratteristiche del comportamento corretto.
Un possibile modello di classificazione dei guasti consiste nella divisione dei possibili comportamenti errati in tre classi.
Guasto di classe 1 (guasto bloccante)
Il guasto di classe 1 è quello che riduce l’entità che lo manifesta ad uno stato di blocco completo e di totale inservibilità.
Un classico esempio di classe 1 è il grippaggio di un motore a scoppio, che lo rende completamente inservibile.
Se immaginiamo un sistema informativo che dipende da un server, la rottura del sistema di alimentazione che ne provoca lo spegnimento è, ad esempio, un guasto di classe 1.
Guasto di classe 2 (guasto non bloccante)
Un guasto di classe 2 è quel guasto che determina in una entità un comportamento differente da quanto previsto dalle sue specifiche funzionali, senza tuttavia bloccarne il funzionamento.
In poche parole una entità affetta da un guasto di classe 2 mantiene un’operatività, ma non produce i risultati attesi.
Un esempio di guasto di classe 2 è la rottura di alcuni elementi di taglio in un macinatore per carni.
La macinatura non si ferma ma il macinato non avrà le caratteristiche richieste dalle fasi successive del processo produttivo.
I guasti di classe 2 possono essere i più insidiosi per i processi produttivi perché spesso provocano la messa in opera di un processo produttivo errato che produce problemi evidenti nella qualità del prodotto e conseguenti sprechi di materie prime o altri problemi che possono manifestarsi anche all’esterno della fabbrica (resi, scarsa affidabilità del prodotto…)
Guasto di classe 3 (errata gestione sistematica)
Un guasto di classe 3 o, più comunemente, una “anomalia” di classe 3 è quello che si manifesta attraverso la sistematica reiterazione di problemi di impiego di una entità che nascono a causa di errori umani come l’azionamento di uno specifico comando o di una specifica sequenza di comandi.
L’entità funziona come da specifica, tuttavia, il reiterarsi degli episodi di errata gestione ne evidenzia dei problemi di interazione tra la macchina e gli addetti; ciò può portare a problemi nei sistemi di comando e controllo o nella loro progettazione.
Considerazioni sulla classificazione dei guasti
Il concetto di guasto è all’apparenza un concetto semplice che, tuttavia, smette di essere tale se lo si avvicina con un approccio analitico.
Dalla classificazione proposta qui sopra risulta innanzi tutto un’evidenza: nella maggior parte dei casi il guasto peggiore non è quello bloccante, ovvero quello che blocca una entità del sistema produttivo bensì quello non bloccante, che può dare luogo a conseguenze di gravità non calcolabili a priori.
Nei casi peggiori un guasto di classe 2 può portare all’immissione sul mercato di quantità indefinite di prodotti malfunzionanti.
I danni per questo tipo di avvenimento sono difficili da prevedere e possono risultare anche irreversibili.
Poiché un guasto di classe 2 non provoca alcun blocco dell’impianto, la diagnosi tempestiva del problema può non essere immediata e il problema stesso può diventare manifesto solo dopo aver provocato una notevole quantità di danni.
2. MANUTENZIONE PREVENTIVA
Le normative correnti definiscono la “manutenzione preventiva” come quella eseguita ad intervalli determinati o/e in accordo con criteri prescritti. Tale manutenzione è volta a ridurre la possibilità di guasto o la degradazione del funzionamento dell’entità.
L’avvento di nuove metodologie sta però rapidamente modificando questa nomenclatura, portando, nella pratica, ad intendere la manutenzione preventiva come quel complesso di attività e metodi atti a prevenire i guasti e quindi a ridurne le manifestazioni e le conseguenze.
Tali attività e metodi si dividono in due ulteriori categorie:
Manutenzione statistica
La manutenzione statistica si applica controllando o sostituendo componenti specifiche delle entità che hanno modalità di deterioramento e MTBF noto.
Per poter applicare questa politica di manutenzione è essenziale disporre di dati statistici sui guasti che si manifestano nelle diverse entità di un determinato impianto.
Da notare, come meglio vedremo in seguito, che non necessariamente i dati devono essere raccolti attraverso la manifestazione dei guasti, ma si possono mettere in atto modalità di calcolo basate su desunzioni derivate da stati di usura intermedi.
Molti componenti critici, inoltre, hanno MTBF e/o caratteristiche di deterioramento note. Un esempio di questo è la cinghia di trasmissione delle automobili che si considera inaffidabile e quindi da sostituire dopo un certo numero di Km percorsi.
Manutenzione predittiva
La manutenzione predittiva è definita come quella che si effettua in seguito all’individuazione o alla misurazione di uno o più parametri e dall’estrapolazione secondo i modelli appropriati del tempo residuo prima del guasto.
 Le principali metodologie della manutenzione predittiva sono:
Le principali metodologie della manutenzione predittiva sono:
Alcuni esempi:
I dati necessari per le attività di manutenzione predittiva possono essere raccolti in due modi:
- attraverso l’impiego di strumenti portatili durante ricognizioni periodiche;
- attraverso l’impiego di sensori posti permanentemente nei luoghi opportuni degli impianti.
I rilevamenti periodici messi in atto con strumenti portatili sono utili, ma, in realtà, non consentono l’acquisizione puntuale di un set di dati che possono essere impiegati per calcolare i trend e alimentare sistemi predittivi intelligenti.
Non tutti gli elementi dell’impianto sono facilmente accessibili per i controlli degli operatori. Spesso gli elementi più critici sono quelli più difficili da raggiungere.
Gli intervalli tra una ispezione e l’altra possono risultare comunque eccessivi rispetto alla reale necessità.
I sensori permanenti rappresentano certamente la soluzione di maggiore interesse da un punto di vista funzionale.
I dati delle macchine spesso non sono disponibili o facilmente accessibili o integrabili.
I sensori presenti sulle macchine non sono «quelli giusti». Questo allunga il «processo di apprendimento» dei sistemi basati su reti neurali.
Il ciclo di obsolescenza di una macchina industriale è decisamente più lungo del ciclo di obsolescenza dei sistemi di analisi e delle tipologie di applicazione produttiva.
Molte macchine o automazioni presenti nella fabbrica non forniscono alcun dato e, nel contempo, sono in posizioni complesse e scomode anche per le analisi periodiche. Nonostante ciò, questi componenti sono necessari alla produzione.
3. MANUTENZIONE MIGLIORATIVA
Detta anche “manutenzione proattiva”
La manutenzione migliorativa è quella finalizzata a prevedere interventi di revisione e modifica dell’entità per aumentarne il valore, le prestazioni e/o aggiungere caratteristiche e funzionalità.
Le attività di manutenzione migliorativa sono spesso riferibili a:

VIBRAZIONI
L’onda sonora prodotta da un coro è la somma delle onde sonore prodotte da ciascun corista.
La vibrazione prodotta da una macchina è la somma delle vibrazioni delle sue componenti.
Lo spettro della forma d’onda consente di scomporre la stessa nelle sue componenti.
Elementi differenti generano frequenze differenti e l’incremento dell’ampiezza di una componente di frequenza specifica rappresenta un elemento di attenzione.
STATISTICA
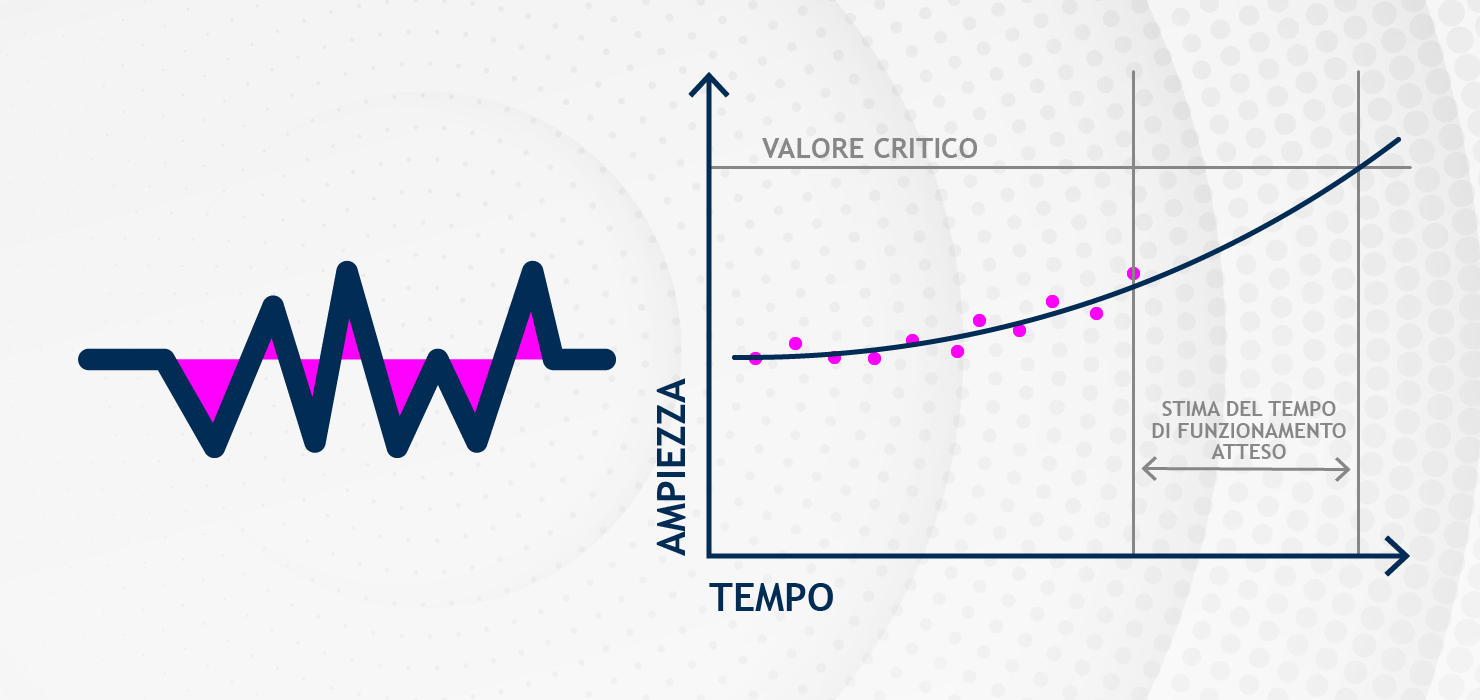
Analizzando la variazione di ciascuna frequenza nel tempo, è possibile fare delle previsioni e valutare il tempo rimanente prima del raggiungimento di un livello critico.
Se il livello critico è ignoto, risulta comunque significativa la velocità con la quale l’ampiezza della vibrazione incrementa, ovvero l’accelerazione del fenomeno.
Il monitoraggio sistematico delle vibrazioni, unito ad un adeguato sistema di tracciamento dei fenomeni collegati e dei riscontri sui controlli effettuati, consente la realizzazione di un sistema di allarme completamente automatico affidabile in tempi relativamente brevi.
SENSORI
 WIBES funziona attraverso l’installazione di una rete di sensori che risiede permanentemente sulle macchine.
WIBES funziona attraverso l’installazione di una rete di sensori che risiede permanentemente sulle macchine.
I sensori WIBES sono di dimensioni ridotte, semplici da installare e possono funzionare in condizioni ambientali critiche.
Ogni sensore è un dispositivo sviluppato intorno ad un piccolo computer, in grado di acquisire, processare e inviare i dati nel modo più adatto alle condizioni di lavoro.
Ogni dispositivo WIBES è in grado di pilotare una molteplicità di trasduttori, in modo da rendere la realizzazione di reti di monitoraggio efficaci, efficienti e sostenibili.
I dispositivi WIBES possono essere connessi al server attraverso WiFi, Ethernet, interfaccia seriale o Lo.Ra. e consentono di creare le migliori architetture per i bisogni specifici.
Il controller del sensore WIBES, prima di inviare i dati, compie una serie di operazioni di pre-analisi. Grazie a queste operazioni si riduce drasticamente il numero di informazioni da trasmettere.
I sensori WIBES sono progettati per trasferire solo i dati utili.
La riduzione del volume di dati trasferiti dai sensori verso il server consente di realizzare un sistema più veloce, più affidabile e, nel contempo, meno costoso.
Ecco perché abbiamo progettato WIBES basandoci su sensori intelligenti.
TRASMISSIONI DIGITALI
La trasmissione dei segnali digitali necessari per la realizzazione di un sistema di monitoraggio è un punto nodale del sistema stesso.
Il cablaggio per la trasmissione dati può costare molto più del sensore da installare. Inoltre non è sempre possibile realizzare dei cablaggi affidabili, soprattutto in condizioni ambientali complesse o in aree difficili da raggiungere.
Per questo le trasmissioni wireless sono spesso una soluzione preferibile. Tuttavia, in molti impianti, l’impiego della tradizionale tecnologia WiFi pone non pochi problemi. Il WiFi infatti copre distanze limitate e subisce le interferenze dovute al funzionamento delle macchine presenti negli impianti.
Vi sono però altre tecnologie di trasmissione digitale che risultano più adatte agli ambiti industriali.
Per questo abbiamo sviluppato una serie di sensori in grado di comunicare attraverso Lo.Ra.
La tecnologia Lo.Ra. è lo strumento ottimale per il trasferimento di dati su reti di sensori dislocati in grandi stabilimenti o altre tipologie di controllo.
I sensori WIBES (Lo.Ra. e non) sono dotati di tecnologia Deep Sleep. Attraverso questa tecnologia è possibile spegnere i dispositivi quasi completamente, con la sola eccezione del «RTC», che provvede poi a «svegliare» i dispositivi stessi per consentire la successiva attività di rilevamento.
Questo consente di installare sensori alimentati a batterie o con sistemi di «harvesting», senza alcuna necessità di cablaggio. Questa caratteristica si rivela assolutamente necessaria in non poche situazioni reali. I consumi vanno da pochi milli a microampere (micro in fase sleep).
MACCHINE
Le macchine industriali possono essere divise in due grandi categorie. Quelle che hanno un comportamento omogeneo, ovvero non modificano mai il proprio funzionamento e quelle che modificano anche in modo sensibile gli aspetti funzionali in base alla produzione che viene realizzata in quel momento.
È chiaro che l’analisi delle macchine che hanno un comportamento omogeneo è molto più semplice, ai fini della manutenzione predittiva, rispetto all’analisi delle macchine che hanno un comportamento non omogeneo.
La piattaforma WIBES è stata progettata per classificare le informazioni raccolte dal campo in base alla produzione corrente. Questo consente di ottenere tutti i vantaggi della manutenzione predittiva anche con macchine in ambienti che gestiscono molti cambi di produzione.
INTELLIGENZA ARTIFICIALE
L’intelligenza artificiale rappresenta certamente un punto di svolta per la manutenzione predittiva.
Tuttavia le tecnologie di deep learning sono basate sull’analisi di dati acquisiti. Questo significa che, prima di poter riconoscere una situazione attraverso l’impiego di una rete neurale, la rete stessa deve essere «addestrata» con dati provenienti dal verificarsi della medesima situazione in passato.
Per questo le tecnologie dell’intelligenza artificiale, pur rappresentando un punto di arrivo che offre incredibili vantaggi, richiedono tempo ed attività prima di diventare realmente efficaci.
WIBES si basa su un doppio approccio. L’utilizzo di strategie statistiche per ottenere risultati rapidi ed affidabili e l’introduzione di reti neurali per migliorare la precisione nell’individuazione delle cause.
WIBES può essere un punto di svolta per l’affidabilità delle tue macchine e per la competitività dei tuoi processi produttivi.
Contattaci subito!
Il nostro staff ti aspetta per un primo studio di fattibilità gratuito e senza impegno.
©2020 Digital Media Industries S.r.l. - P.IVA 04458860964 - Numero REA: NO-213913 C.S. €133.333,33


